



Low-emission swirl burner

Swirl burners are designed for coal dust combustion in power boilers with burner wall socket system. The design of the burner allows the distribution of dust-air mixture into two streams with different concentrations of dust.
The density of dust is in the axis of the burner, which helps to reduce the intensity of the production of nitrogen oxides. The advantage is NOx reduction rate exceeding 50%, high flame stability and long lifetime achieved by the use of heat-resistant and abrasion-resistant materials.
Low-emission jet burner
Jet burners are designed for combustion of coal dust in boilers with tangential furnace. Its design allows the combustion air stream to be introduced tangentialy into the vortex circle parallel to the stream of coal dust mixture.
This pattern of streams is maintained within every row of burners. The use of additional air pipe wall protects the waterwall tubes against high temperature corrosion at the level of burners. The advantage is NOx reduction rate exceeding 50%, high flame stability and long lifetime guaranteed by the use of heat-resistant and abrasion-resistant materials.
Boiler modernization with ECOENERGIA burners using a modified secondary air system allows to meet the requirements of new environmental standards for NOx emissions. The burners are protected by copyright and patented.
Biomass combustion pre-chambers
The combustion pre-chamber for biomass for coal dust boiler is a proprietary solution of ECOENERGIA filed with the Patent Office.
The pre-chamber allows you to use the enthalpy of the exhaust from the combustion of biomass for green energy products in the existing boiler.
The boiler works at the primary fuel, and biomass is only a supplement.
The pre-chamber allows the combustion of biomass with different moisture content, calories and granulation and various origin such as wood chips, wood dust, segregated waste, energy crops, etc.
The stability of pulverized coal combustion process is guaranteed by the optimal location of the exhaust nozzle from the pre-chamber in the slag hopper of the boiler. The pre-chamber interaction with dust boiler with low nitrogen oxide emissions burners can reduce NOx and protects the boiler screens against corrosion. Nominal heat output of 5 to 15 MWt.
SNCR Systems
ECOENERGIA Sp. z o.o. Warsaw offers:
Comprehensive modernization of power boilers in deep emission reductions of nitrogen oxides below 200 mg/Nm3 by using primary and selective non-catalytic reduction methods – SNCR.
Ecoenergia introduces turnkey projects reducing emissions of nitrogen oxides.
Our offer includes all stages, processes and investment industries:
- pre-modernization measurements,
- technical advice on the selection of an optimal method for NOx emission reduction for a particular boiler,
- designs for all sectors,
- comprehensive implementation (delivery and installation),
- start-up and optimization of the combustion process,
- warranty and after-warranty services.
The offered SNCR installations are based on our own proven technical solutions. Selective non-catalytic chemical process of NOx emission reduction uses the reductive properties of the reactants such as ammonia and urea.
PROCESSES
The efficiency of the process is dependent on the temperature occurring at the point of injection of urea. The ideal thermal conditions are between 850 °C and 1100 °C. If the temperature in the combustion chamber is too high, radical oxidation of ammonium formed from urea in the NOx ocurs, that can cause an increase in the concentration of NOx in the exhaust. If the temperature is too low ammonium radicals do not react with the NOx, which may lead to penetration of ammonia (NH3) into the atmosphere as so called “ammonium effect”. In addition, the NOx reduction will be incomplete if urea is not injected into the entire reaction zone.
Read more
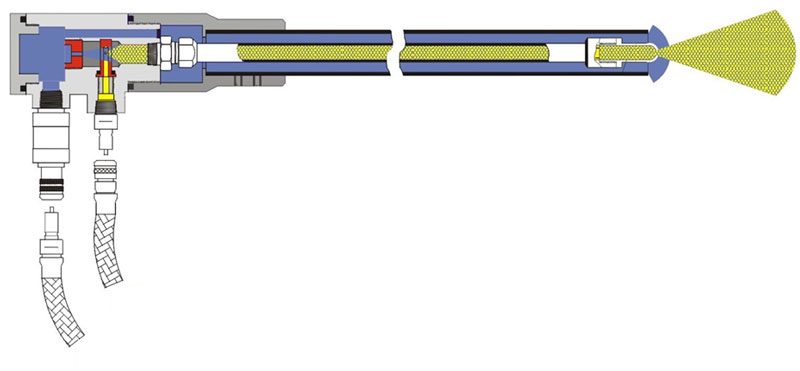
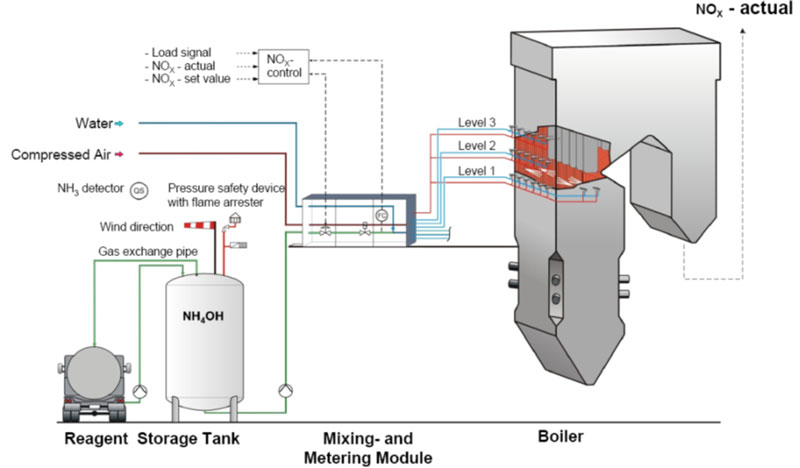
Reagent prior to injection into the combustion chamber is already adequately prepared in the mixing and measuring module. This module contains all the necessary measuring and control devices for controlling the reactant stream and pressure, for atomizing air and water dilution is responsible for the preparation of an appropriate mixture supplied to the boiler. Reagent diluted with compressed air is fed to the injectors through a system of valves. Urea injection into the combustion chamber takes place at optimum temperatures falling between 850 °C and 1100 °C. Dilution water pressure and compressed air for atomization depends on the desired depth of penetration of exhaust gases by a factor drops and in most cases is between 0.35 to 0.40 MPa at the inlet to the injector. Air stream varies from 10 to 25% (by weight) of liquid flow. The active agent is deluted by demineralized water provided constantly by a pressure pump installed in the module.
A typical SNCR system consists of the following elements:
- unloading station,
- reservoir for the active substance (reducing NOx),
- active agent circulators (redundant),
- dilution water pump (if needed),
- mixing and measuring module,
- lance injector with dual nozzles,
- pipelines for the active substance, water and compressed air,
- valves to regulate and control liquids used,
- controller (PLC),
- optional – acoustic temperature measurement.


Low-emission dust burners for biomass

ECOENERGIA biomass burners for biomass dust enable burning biomass directly in the coal boilers or other furnaces.
- The burners are mounted in the belt of coal-fired burner or burners in the combustion zone of the boiler grate.
- Fine grinding dust is required (particles smaller than 3 mm) and low humidity (about 12%).
- Transport of dust to the burner is realised by a pneumatic system. Dust nozzle is equiped with the elements to stabilize the flame at the outlet.
- The combustion air is supplied from the nozzle and the outer core nozzle with turbulators.
- Nominal heat output from 2 to 12.5 MWt.
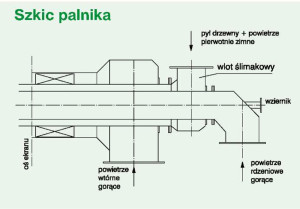
Biomass-coal swirl burner
Ecoenergia offers a low-emission swirl burner for biomass co-firing (shredded waste wood, straw, rape meal, sunflower hulls and other agricultural products intended for energy) with coal or brown coal dust in a power boiler, having an extra dust nozzle embedded within low-emission swirl burner of coal dust, especially dust swirl burner with an internal separation of coal dust, preferably a NSW type.
Read more
The low-emission swirl burner for biomass co-firing with coal in the boiler has a core tube placed in its axis containing a blade separator for pulverized coal at its outlet located inside the coal dust nozzle. There are placed two additional concentric secondary air nozzles outside the dust nozzle. Characteristic feature is the placement of the axially inner pipe inside the tube representing the nozzle for movement of dust and air mixtures, having a conical splitter at the outlet of biomass dust with closed apex pointing to the inside. The splitter is designed to break down the biomass dust particles and mix them with secondary air fed through concentric secondary air nozzles, which is fixed coaxially with the axis of the burner.
The advantage is that the low-emission swirl burner for biomass co-firing with coal in the power boiler secures biomass dust co-firing with coal dust in large power boilers. Biomass dust is fed to the burner through a separate nozzle placed in the axis of the burner and mixes with the pulverized coal outside the burner already in the combustion zone of a power boiler. Energy acquired from biomass combustion replaces energy derived from coal burning, improving the C02 emissions balance in the environment. In normal operation, the energy acquired from biomass fired in the burner reduces the amount of coal demand.